
Ao contrário das impressoras de filamentos termoplásticos, que normalmente usam um bocal de 0,4 mm, uma impressora 3D SLA de resina pode ter um tamanho de ponto de laser de 140 mícrons. O resultado? As impressões 3D mais suaves e precisas que você já viu.
Background
Estereolitografia, ou SLA, é a mais antiga e ainda a forma mais precisa de manufatura aditiva. As impressoras SLA tradicionais consistem em uma plataforma de construção em uma cuba de resina de fotopolímero líquido. Um laser UV, focado na superfície da resina, desenha precisamente cada camada, curando o líquido em um sólido. Entre as camadas, a plataforma de construção é abaixada e uma lâmina espalha nova resina sobre a camada anterior para que a próxima possa ser desenhada.

Benchy impresso em FormLabs Form 2 SLA Printer Fonte: https://www.flickr.com/photos/3dbenchy/24614369271
Uma desvantagem dessas impressoras é que o volume de resina na cuba deve sempre ser um pouco maior do que o volume máximo de construção. Assim, uma grande quantidade de resina é necessária mesmo para impressões menores.
A grande maioria das impressoras 3D líquidas atuais são impressoras SLA invertidas. Eles abordam o problema de grandes tanques imprimindo “de cabeça para baixo”. O laser é direcionado para cima através do fundo do tanque de resina, que tem um fundo transparente, e a placa de construção sobe para fora do tanque de resina uma camada de cada vez. Isso possibilita imprimir com apenas um pequeno volume de resina no tanque.
Este artigo fornece algumas dicas e truques específicos para impressão 3D em resina, especialmente para impressoras invertidas ou de cima para baixo.
Para obter informações mais gerais sobre o SLA, consulte nosso artigo sobre a tecnologia: Estereolitografia (SLA) – Impressão em 3D simplesmente explicada .
Design impressão de SLA
Um modelo girado com suportes. Fonte: PranjalSingh IITDelhi / Wikimedia Commons
São recomenda as seguintes diretrizes ao projetar peças para impressão de SLA:
As paredes suportadas (paredes ligadas a outras estruturas em ambos os lados) devem ter pelo menos 0,4 mm de espessura.Paredes não suportadas devem ter pelo menos 6 mm de espessura e devem ser filetadas na base.
Se imprimir sem suportes, quaisquer saliências não suportadas devem ser mantidas com menos de 1 mm de comprimento e pelo menos 19º de nível.
Detalhes em relevo (incluindo texto) devem ter pelo menos 0,1 mm de altura acima da superfície circundante.
Detalhes gravados (incluindo texto) devem ter pelo menos 0,4 mm de largura e pelo menos 0,4 mm de profundidade.
Ao criar pontes horizontais, mantenha pontes largas menores que as pontes estreitas.Os furos devem ter um diâmetro de pelo menos 0,5 mm.Deixe uma folga de 0,5 mm entre as partes móveis.Permitir 0,2 mm de folga para as conexões de montagem.
Permitir 0,1 mm de folga para um ajuste confortável.
Prepare sua impressora
Assim como na impressão FDM , é vital nivelar sua placa de construção. Como a impressão SLA geralmente tem uma resolução muito maior do que a do FDM, mesmo pequenas discrepâncias podem fazer com que a impressão seja separada da placa de impressão.
Sua placa de construção deve estar sempre nivelada (em relação ao fundo do tanque). Fonte: Flickr
Além disso, assegure-se de que o tanque de resina e a resina estejam limpos, não expirados e dentro da faixa de temperatura adequada.
Prepare seu modelo
Fatiar seu modelo para impressão 3D em resina é diferente do corte para FDM. Os dois são semelhantes em que você geralmente quer evitar 100% de enchimento, a fim de economizar material e tempo.
No entanto, o preenchimento de favo de mel normalmente usado para FDM não é apropriado para impressão 3D em resina.

Gerando furos usando o Meshmixer. Fonte: herbweiner.com
O problema é que a resina líquida em excesso geralmente fica presa em áreas ocas. Portanto, para evitar o enfraquecimento da impressão, esta resina deve ser drenada após a impressão.
A menos que seu software de fatiamento possa lidar com as seguintes tarefas, você precisará executá-las manualmente antes de fatiar seu modelo:
Repare seu modelo se não for múltiplo, isto é, inválido. (Os modelos não são múltiplos se tiverem, por exemplo, áreas sem espessura, faces internas ou arestas ou vértices desconectados.) Infelizmente, existem muitos modelos não-coletores no Thingiverse e sites similares. O Castelo Medieval no Thingiverse é um exemplo. Fatiadores como Cura geralmente lidam com esses modelos sem problemas, mas outros não. Nesses casos, os modelos devem primeiro ser reparados usando os serviços Netfabb , MakePrintableou similares.
Se o modelo contiver grandes porções sólidas, retire-o usando o Autodesk Meshmixer (livre para Windows e Mac), deixando os furos na parte inferior para drenar o excesso de resina. Um bom padrão é adicionar dois furos, cada um com um raio de 1,5 mm.
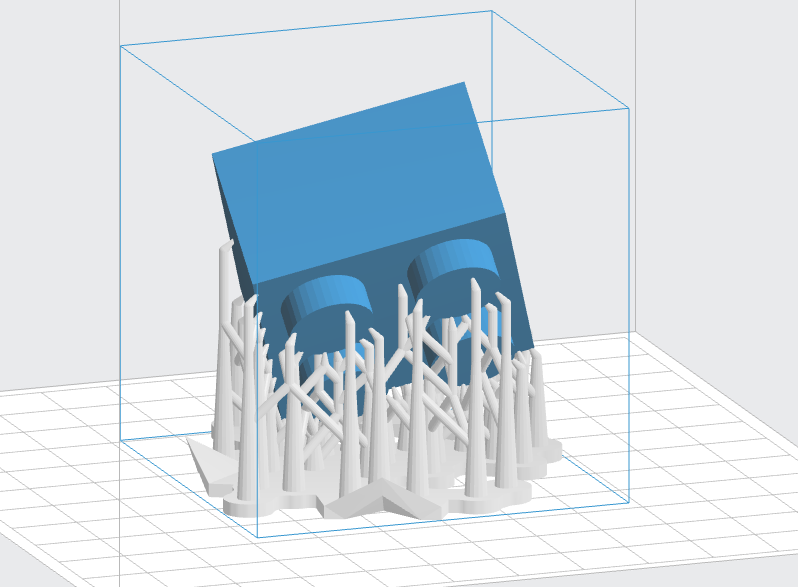
Certifique-se de dimensionar o modelo para o tamanho desejado antes de esvaziá-lo. Caso contrário, as paredes podem ser mais grossas ou mais finas do que você pretendia.O artigo supracitado do 3D Hubs também recomenda orientar a peça para minimizar áreas de seção transversal grandes do eixo Z. Isso, por sua vez, minimiza as forças de descascamento da peça sempre que a plataforma se move para cima para iniciar uma nova camada.
Observe que girar o modelo para obter essa orientação pode exigir suportes que não seriam necessários se a peça estivesse orientada paralelamente à placa de construção.
Retire e Limpe sua Impressão profissionalmente
Ao remover e limpar seu modelo, use luvas de nitrilo para proteger suas mãos da resina. Um conjunto de facas # 17 e # 18 X-Acto pode funcionar melhor que uma espátula para remover a impressão da plataforma de construção, mas trabalhe devagar para evitar lascar o modelo.
Você pode permitir que o excesso de resina (incluindo a resina dentro de modelos ocos) seja drenado de volta para o tanque de resina. Colocar o excesso de resina na plataforma de construção funciona bem com um rodo.

Um agitador magnético. Fonte: Amazon
Lave o modelo em álcool isopropílico. Se o modelo for oco e tiver orifícios de drenagem, permita que o álcool preencha parcialmente o modelo, cubra os orifícios de drenagem e agite suavemente o modelo para enxaguar o interior.
Quanto mais tempo você deixar o modelo no álcool, mais maçante ele ficará, então é melhor manter a duração da lavagem muito breve – nunca mais que 10 minutos. Você pode segurar o modelo no álcool e usar uma escova de dentes para limpar qualquer excesso de resina e depois permitir que o modelo seja drenado.
Se você está procurando uma solução de enxágue mais avançada, você pode considerar um agitador magnético . Esta ferramenta utiliza um campo magnético rotativo para fazer com que as cápsulas magnéticas imersas no álcool isopropílico agitem o álcool enquanto enxagua a peça.
Este agitador funciona bem com o Tupperware Modular Mate Square 4(capacidade de 23 copos, 9 polegadas de altura) com um inserto de PLA impresso em 3D para manter a barra de agitação no centro do recipiente.
Esta solução de lavagem emula a Formlabs Form Wash , exceto que ela não possui um temporizador e não eleva automaticamente a peça para fora do álcool.
Se precisar de ajuda para determinar quando sua solução de álcool isopropílico está esgotada e precisa ser substituída, é possível medir a concentração de resina usando um hidrômetro de gravidade específica . (Isso funcionará para soluções de álcool isopropílico em até 93%). É conveniente realizar essa medição em um cilindro graduado.
Se o modelo tiver suportes, remova-os depois de enxaguar o modelo. Você pode usar um par de pequenos alicates de corte diagonal.
Curando corretamente sua impressão

Estação de cura UV (para impressoras SLA). Fonte: romanjurt / Thingiverse
Para obter a melhor qualidade, a impressão deve ser curada após a secagem, idealmente usando luz UV de 405 nm. Soluções comerciais como a Formlabs Form Cure e a XYZprinting UV Curing Chamber existem, mas você pode construir sua própria câmara de cura com muito menos dinheiro.


